

Introduction — A short shop-floor story, some numbers, and a question
I once stood at a small plant where operators wrestled with a paper jam and the clock kept ticking. The line was supposed to run at 120 packs per minute, but real output hovered near 80 — frustrating, costly, and all too common. The wet tissue machine on that line kept tripping PLC alarms, and we spent more time resetting than producing. (Yes — I’ve been there.)
We logged downtime across three shifts for a month and found losses equal to roughly 18% of potential output. That’s not just a statistic; it’s lost orders, late shipments, and tired staff. So I have to ask: what exactly is blocking smoother runs, and how can we fix it without blowing the budget?
I’ll walk you through what I learned on the floor, point out the weak spots I see in many setups, and offer a few practical directions you can act on tomorrow. Let’s move from frustration to fix — one clear step at a time.
Part 1 — Where the usual fixes fall short (technical look)
What are the hidden costs?
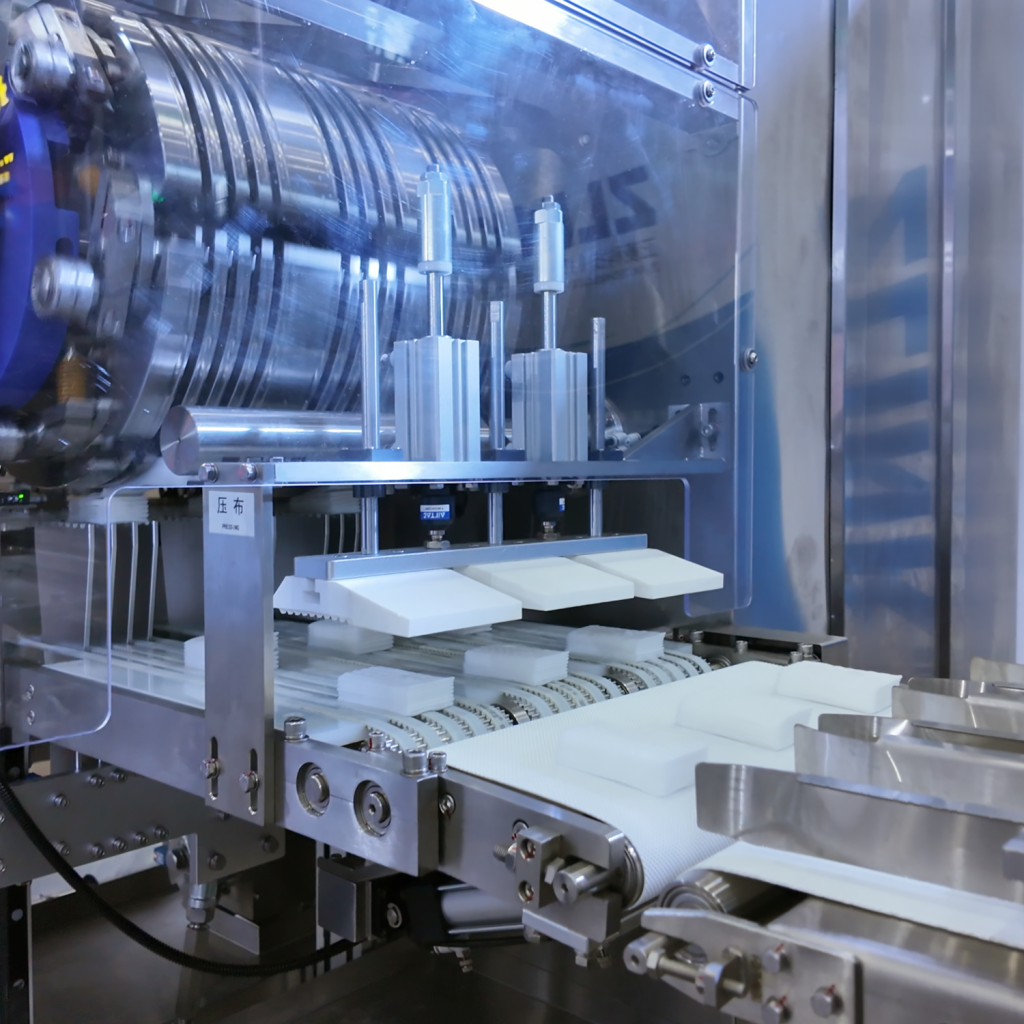
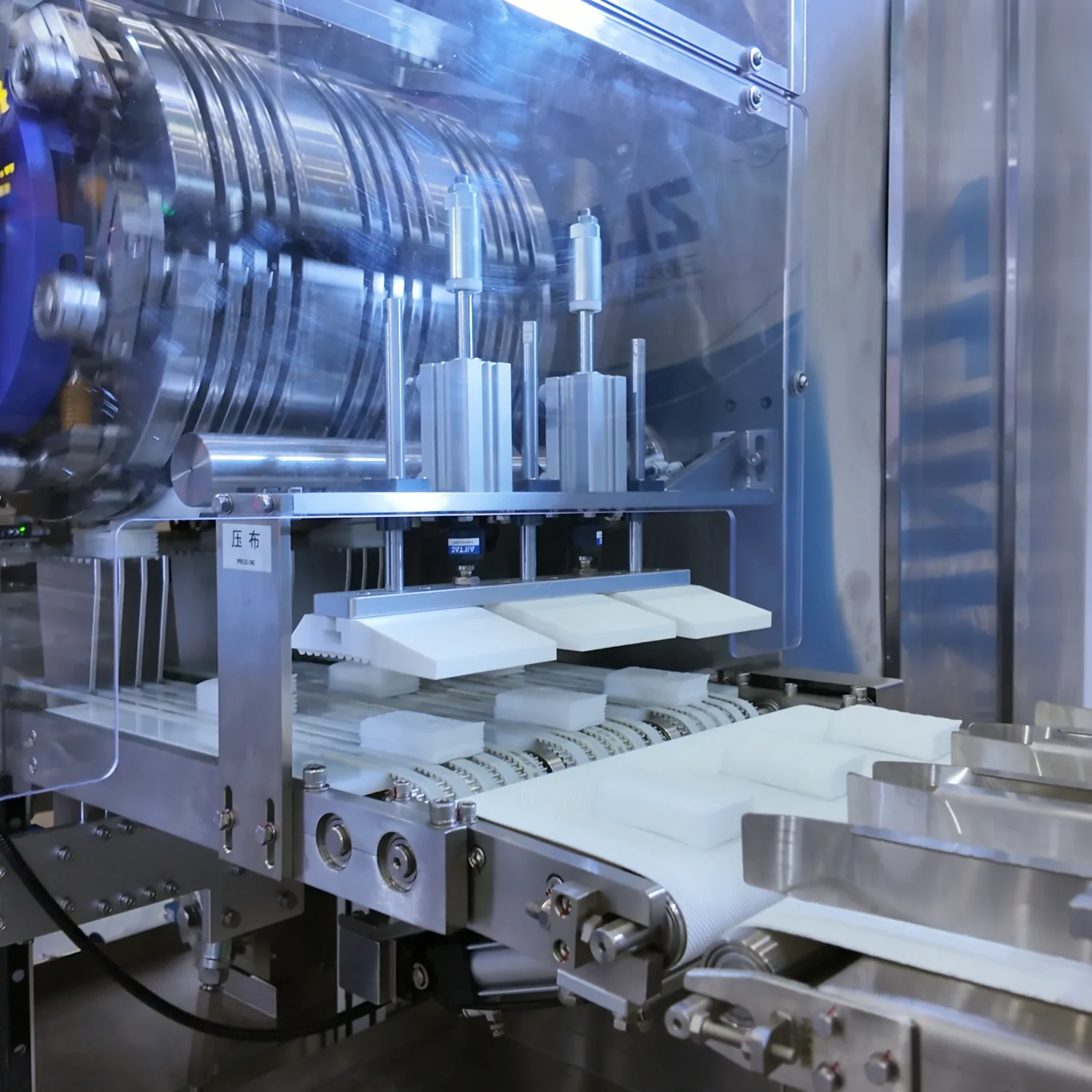
When I audit a production cell, I often find companies reach for the same fixes: more preventive maintenance, tighter SOPs, or a new servo motor. Those help, but they miss structural problems. A customized wet wipes manufacturing machine may sound like the full solution, but buying customization without rethinking the line layout, the rewinder strategy, or the packaging line buffer creates new pains. Look, it’s simpler than you think — you must align mechanical, controls, and human factors together.
Take common failure modes: inconsistent sheet feed, poor perforation alignment, and weak sealing. Each seems minor alone, but together they cause repeated stops. My experience shows that teams often blame the machine or the operator, not the interaction between modules — folding module, perforation die, ultrasonic sealer, and PLC logic. You can tighten maintenance cycles, sure. Yet if your line lacks a modest buffer station or the PLC logic doesn’t handle transient faults gracefully, you’ll still see that 18% gap. I don’t mean to be harsh — I mean to be honest. Fixing root causes is less glamorous, but it pays off fast.
Part 2 — What next: new approaches and a pragmatic view
What’s Next for smarter lines?
I believe the most practical path forward blends small tech upgrades with smarter practices. For instance, adding basic edge diagnostics to a customized wet wipes manufacturing machine gives real-time clues about premature blade wear or inconsistent torque in a drive. We paired simple vibration sensors with existing PLCs at one plant — the result: a 10% reduction in unplanned stops within weeks. — funny how that works, right?
Consider modular changes that don’t require a shut-down rebuild. Swap to a tighter-tolerance perforation die, or add a compact buffer before the packaging line so momentary hiccups don’t cascade into full-line stops. Train operators to read a few key diagnostic readouts rather than following long checklists. These moves are low-friction. They save time and money, and they protect product quality.
We’ve seen companies improve OEE by focusing on a handful of metrics: mean time between failures, average changeover time, and scrap rate. If you measure those and act, the payoff becomes visible in a month. — and yes, I mean that.
Conclusion — Practical steps and closing perspective
To wrap up, here’s what I would do if I ran your line tomorrow: 1) audit the interaction points (folding module to rewinder to packaging line), 2) add targeted sensors and better PLC fault handling, and 3) simplify operator diagnostics so people can act fast. These three moves target the real pain — not symptoms. They’re measurable. You’ll see fewer resets, shorter changeovers, and steadier output.
When choosing upgrades, judge vendors on three things: how well they explain failure modes, the ease of integration with existing PLCs, and the real-world support for operators. I prioritize practicality over shiny specs every time. If you want to explore options, I recommend starting with a focused pilot on one line and tracking the three metrics above for 30 days.
I’ve shared what worked for me and what I’d do next. Production is part art, part engineering, and largely listening to the machines and teams. If you’re serious about change, start small, measure, then scale. For more tailored solutions, check brands that know the field — like ZLINK.